Press Fit System Installation
During the transport and storage of the pipes and joints it is necessary to take suitable precautions to avoid the danger of damage and contamination of dirt and humidity inside them. During transport and storage it is necessary to pay due attention to temperature variations that may cause condensation to form and are particularly harmful to carbon steel.
Contact among stainless steel pipes and carbon steel pipes is to be avoided. The same consideration also applies to the storage of the fittings.
The handling of pipes must be done individually to avoid any scratching.
Europress 15, 22, 28 &35 Press Joint Instructions






Check L.E.D. light after each press. If it comes on,battery must be recharged or changed before attempting the next press. See trouble-shooting guide.
Europress 42, 54, 76.1, 88.9 & 108 Press Joint Instructions



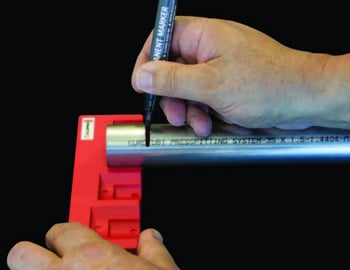
WITNESS MARK INSERTION DEPTH:To ensure a correctly inserted joint, the pipe must be marked with a fine-point felt-tip pen. 42 & 54 Use the Europress depth gauge.Large sizes use rule (pictured)
- 76.1 mark at – 55mm
- 88.9 mark at – 63mm
- 108 markat – 78mm
- 140 markat – 97mm
- 169 markat – 117mm





